

Բարձր արագությամբ թղթե բաժակ ձևավորող մեքենա
Ապրանքի տեսանյութ
Հստակեցում
| Թղթե գավաթի ճշգրտում | 4-16 ունց (100-450 մլ) (կաղապարով փոխանակելի) Վերև՝ 55-90 մմ Բարձրությունը՝ 60-135 մմ Ներքևը՝ 55-70 մմ |
| Թղթի ճշգրտում | 150-350 GSM մեկ/կրկնակի PE պատված թուղթ կամ PLA պատված թուղթ |
| Արտադրական հզորությունը | 120-150 հատ/րոպե |
| Սնուցման աղբյուր | 380V 50HZ/60HZ 3փուլ |
| Միջին հզորություն | 12 կՎտ (ընդհանուր հզորությունը՝ 18 կՎտ) |
| Օդի մատակարարման պահանջ | Օդի ճնշում՝0.5-0.8Mpa Օդի ելք՝0.4cbm/min |
| Ընդհանուր քաշը | 3500 կգ |
| Փաթեթի չափը | (L*W*H): 2800*1600*1850 մմ |
Մեքենայի մանրամասն
1. Թղթե գավաթների երկրպագուները կծծվեն և առաջ կմղվեն:Կնքման մակերեսի 2 կողմերը նախապես տաքացնելուց հետո թղթե բաժակի մարմնի թևը կկնքվի հորիզոնական ձևավորման կաղապարի վրա Ultrasonic-ի միջոցով:
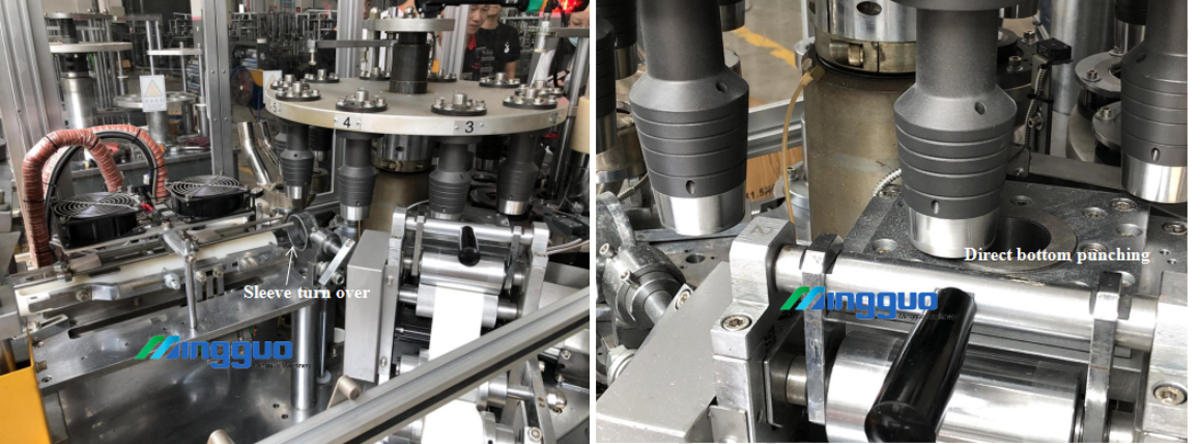
2. Ուղղակի թղթե բաժակի ներքեւի դակիչ սարք, որը վերահսկվում է Servo շարժիչով, որն ավելի ճշգրիտ է և խնայում է թուղթը:
3. Ներքևի հատվածը բռունցքով հարվածելուց հետո թղթե բաժակի հատակով գավաթների կաղապարները կտեղափոխվեն՝ ընդունելու թղթե բաժակի մարմնի թեւը:Թևը կշրջվի վերև և կանցնի կաղապարների միջով:

4. Թևով և ներքևի կաղապարները երկու անգամ տաքացվեն օդափոխիչով:Եվ այնուհետև թևի ծայրը նախապես կծալվի դեպի ներս, որպեսզի պատրաստ լինի թղթե բաժակի հատակով կնքմանը:
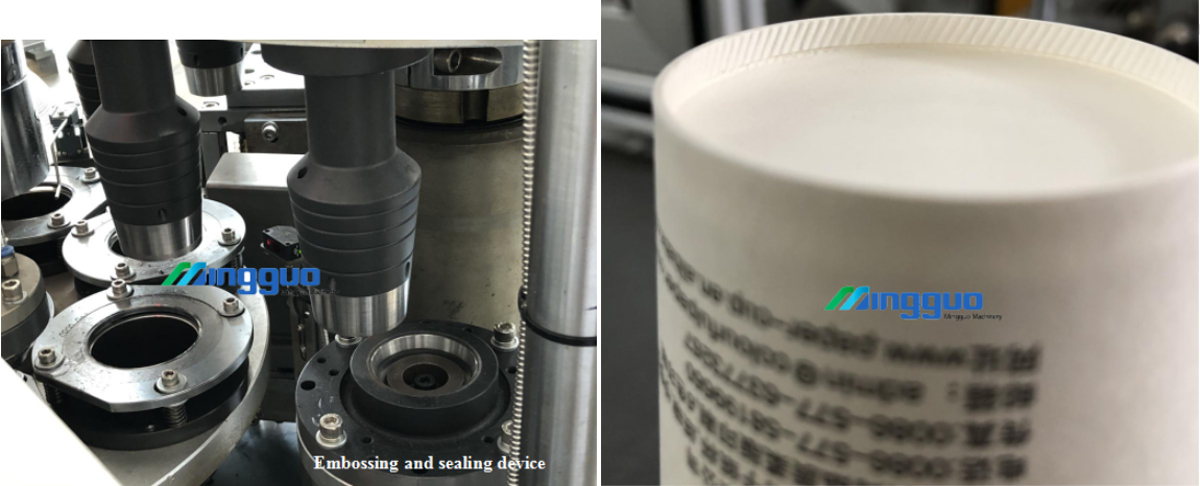
5. Տաք օդային ատրճանակի կրկնակի տաքացումից և դեպի ներս նախապես ծալելուց հետո թղթե բաժակի հատակն ամբողջությամբ լավ կկնքվի դաջման և կնքման սարքի միջոցով:Այնուհետև ներքևից լավ ձևավորված թղթե բաժակները կտեղափոխվեն Երկրորդ պտտվող սեղանի վրա՝ ձևավորելու վերին գանգուրը:
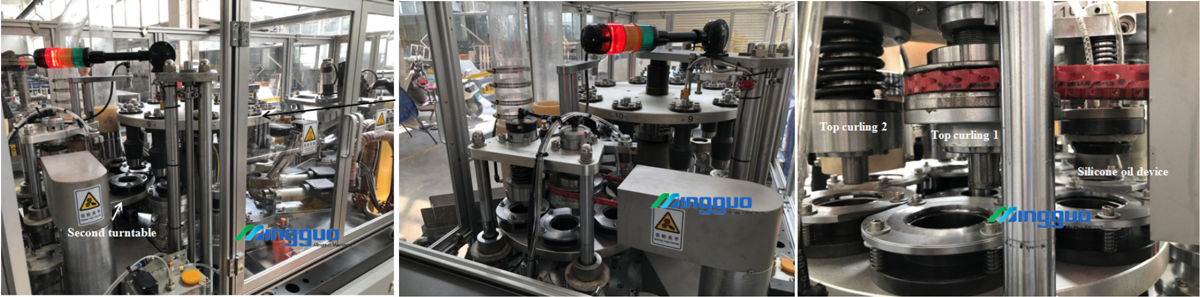
6. Նախքան վերևի գանգուրը, բաժակի վերնամասը կխոնավեցվի սննդային սիլիկոնե յուղով, որպեսզի գանգուրի վերին ճնշումը լավ բաշխվի՝ խուսափելու համար պայթելուց, ինչը կբարելավի թղթե բաժակի էսթետիկական աստիճանը:
7. Յուղը խոնավացնելուց հետո բաժակի վերնամասը երկու անգամ կոլորվի։Համեմատած մեկ անգամ գանգուրի հետ, երկու անգամ գանգրացումն ավելի հարմար է բարձր արագությամբ մեքենայի վրա, ինչը գավաթի ոլորումը դարձնում է ավելի կոմպակտ և ավելի գեղեցիկ:
Այս քայլին կատարվում է մի բաժակ:Բաժակները կփչվեն ակրիլային խողովակի վրա դեպի հավաքման սեղան:Յուրաքանչյուր կույտի քանակությունը կհաշվվի:
Մեքենայի բնութագրերը
1. Արագություն՝ 120-150 բաժակ/րոպե
2. Այս մեքենան ընդունում է բաց տիպի ընդհատվող ինդեքսավորման տեսախցիկի մեխանիզմը:
3. Փոխանցման փոխանցումը և ուղղահայաց առանցքի կառուցվածքը նպաստում են տարբեր ֆունկցիոնալ բաղադրիչների ողջամիտ բաշխմանը:
4. Ամբողջ մեքենան օգտագործում է ավտոմատ լակի քսման համակարգ, նվազեցնելով մեքենայի մասերի մաշվածությունը, աջակցում է մեքենային երկար ժամանակ աշխատել առանց ընդհատումների:
5. Մոտ 13 սենսոր 1 մեքենայի վրա՝ գավաթների պատրաստման ողջ գործընթացը վերահսկելու համար
6. Թղթե բաժակի մարմինը և բաժակի ներքևի մասը միացված շվեյցարական (Leister ապրանքանիշի) տաքացուցիչով, ապահովելով կպչունության կայունությունը
7. Երկու անգամ գանգրացում, առաջինը պտտվող գանգրացումն է, երկրորդը՝ տաքացնող կարծրատիպերը, որոնք բարելավում են թղթե բաժակի ձևավորման ուժը, բաժակի բերանի գեղեցկությունը և թղթե բաժակի չափի կայունությունը:
8. PLC և սենսորային էկրանի հսկողությունը օգտագործվում է գավաթների ձևավորման մեջ, ֆոտոէլեկտրական աչքը ընդունվում է ձախողման վերահսկման ամբողջ գործընթացում:
9. Սերվո շարժիչով թղթի սնուցումը բարելավում է սարքավորումների կայունությունը, ապահովում է արագ կայուն աշխատանք, իրականացնում է ավտոմատ անսարքության դադարեցում և մեծապես նվազեցնում է աշխատանքի արժեքը
Արտադրության արդյունավետություն
1. Արտադրության արդյունքը մինչև 60,000 բաժակ մեկ հերթափոխի համար (8 ժամ)
2. Նորմալ արտադրության պայմաններում անցումների տոկոսը 99%-ից բարձր է
3. Մեկ օպերատորը կարող է միաժամանակ մի քանի մեքենաների հետ աշխատել
Ապրանքների կատեգորիաներ


- Հեռ.՝ +86 15858839222
- Zheng Song Road #529, Wanquan Town, Pingyang City, Wenzhou, Zhejiang Province, Չինաստան
- zoe@feidamachine.cn



